
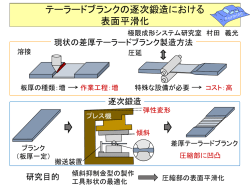
差厚テーラードブランクの逐次鍛造とホットスタンピング;pdf
36 差厚テーラードブランクの逐次鍛造と ホットスタンピング 極限成形システム研究室 木下 鷹弥 現状差厚テーラードブランク製造方法 溶接 圧延 材料メーカーから購入 コスト : 大 , フレキシビリティ : 小 ルーフレール 板厚:小 逐次鍛造 プレス機 板厚:大 差厚テーラードブランク → 軽量化 部品メーカーで製造可 コスト : 小 , フレキシビリティ : 大 差厚テーラードブランクの逐次鍛造と ホットスタンピング 1. 差厚テーラードブランクの逐次鍛造方法 2. 送り量による差厚テーラードブランクの 板厚制御 3. 差厚ルーフレールのホットスタンピング 研究目的 逐次鍛造 プレス機 ブランク (板厚一定) 搬送装置 プレス機で製造可 研究目的 差厚テーラードブランク 圧縮による歪み ホットスタンピング ・ プレス機による差厚テーラードブランクの 製造方法の開発 ・ 逐次鍛造差厚テーラードブランクの ホットスタンピング成形性の調査 ルーフレールモデル 形状凍結性 : 高 研究目的 逐次鍛造 プレス機 ブランク (板厚一定) 搬送装置 プレス機で製造可 研究目的 差厚テーラードブランク 圧縮による歪み ホットスタンピング ・ プレス機による差厚テーラードブランクの 製造方法の開発 ・ 逐次鍛造差厚テーラードブランクの ホットスタンピング成形性の調査 ルーフレールモデル 形状凍結性 : 高 逐次鍛造に用いた工具 1.6 送り量 f ブランク ブランク C1 下工具 搬送装置 s プレス機 上工具 12 10 スライド 工具 ブランク 搬送装置 ブランク 材質 熱間プレス成形用鋼板 硬さ /HV20 250 熱間プレス成形用鋼板の組成 C Si Mn P B 0.21 0.25 1.2 0.015 0.0014 逐次鍛造動画 上工具 ブランク 搬送装置 下工具 逐次鍛造動画 逐次鍛造されたテーラードブランク (s = 2.4 mm, f = 5 mm) 加工方向 非圧縮部 2 板厚 [mm] 波状 非圧縮部 圧縮部 非圧縮部 260mm (素板 : 215mm) 1.5 1 0.5 0 50 (a) 外観 圧縮部 非圧縮部 素板 z y 6mm x 5mm 100 150 x [mm] (c) 板厚分布 板厚遷移部 (b) 断面 200 差厚テーラードブランクの逐次鍛造と ホットスタンピング 1. 差厚テーラードブランクの逐次鍛造方法 2. 送り量による差厚テーラードブランクの 板厚制御 3. 差厚ルーフレールのホットスタンピング 逐次鍛造における送り量による板厚制御方法 板厚:大 弾性変形:小 板厚:小 プレス機 (a) 送り量:小 (b) 送り量:大 弾性変形:大 荷重:大 荷重:小 板厚および鍛造荷重に及ぼす送り量の影響 (s = 2.4 mm) 鍛造荷重 [kN] 900 1 800 700 0 2 4 6 送り量 f [mm / shot] 8 板厚 [mm] 1.5 1000 0.5 3種類の板厚を持つ テーラードブランクの板厚分布(s = 2.1 mm) 非圧縮部 f = 7 mm/shot f = 1 mm/shot f =7 mm/shot 非圧縮部 板厚 [mm] 2 1.5 素板 1 z y 加工方向 0.5 0 50 x 100 150 x [mm] 200 250 圧縮部の表面平滑化 曲面板 プレス機 上工具 下工具 送り (a)傾斜抑制無し バネ (b)傾斜抑制有り z [mm] 0.04 傾斜抑制無し 0.02 0 -0.04 z 傾斜抑制有り -0.02 0 5 y x x [mm] 10 15 差厚テーラードブランクの逐次鍛造と ホットスタンピング 1. 差厚テーラードブランクの逐次鍛造方法 2. 送り量による差厚テーラードブランクの 板厚制御 3. 差厚ルーフレールのホットスタンピング ホットスタンピングされたルーフレール 非圧縮部 圧縮部 非圧縮部 2 板厚 [mm] 非圧縮部 1.5 1 z y 0.5 圧縮部 0 x 50 100 150 200 250 x [mm] (a) 外観 (c) 板厚分布 非圧縮部 圧縮部 (b)断面 z [mm] ルーフレールの幅および長手方向の形状 12 10 8 6 4 2 z y ホットスタンピング 冷間 金型形状 0 20 40 y [mm] 60 x 80 (a) 圧縮中央部の幅方向形状 z [mm] 16 12 ホットスタンピング前 8 4 0 -4 z y ホットスタンピング後 0 50 100 150 x [mm] 200 (b) 板幅中央部の長手方向形状 250 x ブランク 材質 アルミめっき鋼板 板厚 [mm] 1.6 めっき膜厚 [µm] 20 - 33 板厚 [mm] めっき鋼板への逐次鍛造の適用 2 1.5 圧縮部 非圧縮部 圧縮部 0.5 0 ホットスタンピング条件 加熱温度[℃] 910 加熱時間 [s] 360 zy x 1 非圧縮部(x = 130 mm) 50 100 150 200 250 x [mm] (a) 板厚分布 圧縮部(x = 230 mm) 破壊 ホットスタンピング前 50μm 30.3 µm 16.6 µm 50μm 32.1 µm ホットスタンピング後 50μm (b) 断面 31.6 µm 50μm まとめ 1. 逐次鍛造により,送り量を制御することでプレス機の下死点位 置の調整なしに板厚を制御することができた. 2. プレス機と上型の間に曲面板を取り付け上型をプレス機から独 立させることで,プレス機の弾性変形による工具の傾斜を抑制 し,ブランク表面が平滑化できた. 3. 逐次鍛造によるテーラードブランクの歪みはホットスタンピング により消去された. 4. めっき鋼板逐次鍛造テーラードブランクでは圧縮によりめっき 膜厚が減少したが,ホットスタンピング後には,非圧縮部と同程 度のめっき膜厚が得られた.
© Copyright 2024