
こちら
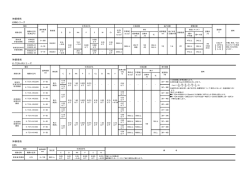
集合組織制御による高張力鋼板の曲げ加工性の向上 材料力学研究室 S113052 佐久間 彩菜 S113130 村本 匡 研究背景 研究目的 先行研究では,レーザ照射による集合組織制御にて純アルミニウム(A1050-H18)材の曲げ加工性の 向上が確認された.そこで,他の材料にも適用できるかを確認する. (001) 集合組織 (100) STEP 1 Cu レーザ照射 (010) STEP 2 Fe-C 高張力鋼板に様々な条件のレーザを照射し, 曲げ加工性を向上させる. STEP 3 Mg,Ti 30° 切断と照射が同時に可能 ↓ 生産の高効率化 木に木目があるように,金属にも組織の向きがある 「Cube方位」を発達させると曲げやすくなる 30°V曲げ ヘミング曲げ bcc fcc 応用例 hcp 曲げ加工性の向上 高張力鋼板とは しわ・割れが軽減 観察面 レーザ照射前の曲げ部 鉄板に熱処理や圧延加工,合金元素の 添加をすることで強化した鋼板である. レーザ照射後の曲げ部 研究内容 ND 100 mm (a)試験片 (b)試験片 (a)試験片 1.2 mm (b)試験片 1.2 mm 10 mm TD 100 mm 10 mm RD 200 mm 1.2 mm 60 mm Nd-YAGレーザ 供試材:JFEスチール(株)社製 高張力鋼板(ハイテン980) 材料記号 230 240 250 260 270 280 110 115 120 125 130 135 140 2 5.0 6.0 7.0 8.0 実験結果 硬 � 試 験 1.5 2.0 2.5 3.0 3.5 A A 観察面 4.0 断面観察 硬さ試験 110 納入材 (a)試験片 B 組織観察 曲げ試験 115 A C B 120 A C B C A:ハイテン組織 B:微細パーライト C:マルテンサイト 1.00mm (a)試験片 無作為に25点を測定 最大:326.7HV 最小:308.9HV RD方向 TD方向 TD方向に3点,RD方向に熱影響 を受けていると考えられる範囲を それぞれ0.15mm間隔で測定. 450.0 450.0 400.0 400.0 ビッカース硬さ[HV] 断 面 1.0 1 350.0 レーザ照射の熱で発達した マルテンサイトによる硬化が見られた. 300.0 最小:245.2HV 最小:239.9HV 200.0 -3.90 -3.30 -2.70 -2.10 -1.50 -0.90 -0.30 0.30 0.90 1.50 2.10 2.70 3.30 照射中央部からの距離[mm] (a)試験片 300.0 250.0 250.0 平均:317.6HV 350.0 450.0 照射中央部に微細パーライトが 発達し,ハイテン組織と ほぼ同じ硬さであった. 200.0 -3.00 -2.40 -1.80 -1.20 -0.60 0.00 0.60 1.20 1.80 2.40 3.00 照射中央部からの距離[mm] 400.0 試験片の裏まで 硬化せず,照射中央に 最も軟化が見られた. しかし,120材 300.0 の軟化は110材 と115材に比べ 250.0 小さかった ビッカース硬さ[HV] 4.0 1 ビッカース硬さ[HV] レーザ出力 [kW] 走査速度 3.0 [m/min] 350.0 最小:257.5HV 200.0 -1.95 -1.05 -0.15 0.75 1.65 照射中央部からの距離[mm] 観察面 結晶の向きを 色別に示してい る. 111 組 織 観 察 001 101 IPF map 残留ひずみを グレースケール で示している. IQ map 曲 � 試 験 30µm (b)試験片 Cube方位:4.5% 小角粒界:17.8% Cube方位:2.6% 小角粒界:33.6% 割れあり 割れあり Cube方位:3.5% 小角粒界:20.3% 割れあり Cube方位:2.2% 小角粒界:15.5% 割れなし 観察面 これまでに得られた結果 今後の課題 n 110材ではレーザ照射によるマルテンサイト変態が起こり硬化した. n どの条件でもCube方位の発達は見られなかった. n 110材では多くの小角粒界で構成された. n 照射速度1.5m/minから2.0m/minをより細かく調査 n 走査速度1.5〜2.0m/minに最適な条件があると考えられる. n 最終的に,より高度な曲げ角度の試験 (目標である30°V曲げやヘミング曲げ等)

© Copyright 2024