
Cカッター マイクロ
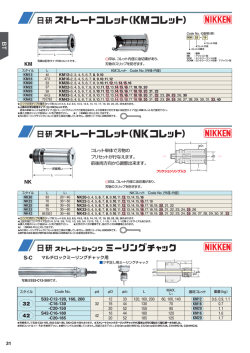
3枚刃・超硬ソリッド表裏面取りカッター Cカッター マイクロ CATALOG No.351 C-CUTTER micro CrN コーティング 穴径:φ3∼ ●深い箇所のワークエッジやドリル穴の裏面取り に便利なロングネックサイズを標準化。 ジ 刃 3枚 レ 刃 が 効 く! 刃先詳細 L L1 0.2 45° 90° L2 型 式 ST3W-CS3-45B-06 -12 ST4W-CS4-45B-08 -16 ST5W-CS5-45B-10 -20 ST6W-CS6-45B-12 -24 ST8W-CS8-45B-16 -32 φDc φD1 1.7 1.9 2.1 2.4 2.5 2.8 3.0 3.4 4.0 4.5 2.9 3.9 4.9 5.9 7.9 φ DC φD1 φDC φDS φD1 LS Cmax ネ ●耐溶着性の高い窒化クロムコートを採用。 φDS L 3 40 4 45 5 50 6 8 50 60 60 70 LS L1 L2 Cmax 33.0 27.0 35.5 27.5 37.5 28.0 35.5 33.5 40.5 35.0 6 12 8 16 10 20 12 24 16 32 4.5 10.5 6.0 14.0 7.0 17.5 8.5 21.0 11.5 28.0 0.50 0.40 0.80 0.65 1.10 0.95 1.35 1.15 1.85 1.60 刃先の材質は超硬CrNコーティングです。刃数は全て3枚刃です。 切削条件表 被削材質 切削速度 Vc(m/min) 刃当り送り fz(mm/刃) SS材、炭素鋼、合金鋼 70∼100 ステンレス 60∼ 80 0.03∼0.08 鋳鉄・ダクタイル鋳鉄 40∼ 80 0.05∼0.1 アルミ・非鉄 80∼150 0.05∼0.12 ご注意 0.05∼0.1 1. この表は切削条件選定の目安です。機械やワークの状態によって異なりますので、 適時調節してください。 2. 一般的にはウェット加工の方が仕上げ面が良くなります。 3. 裏面は表面側よりも条件を下げなければならない場合があります。 4. 2次バリが発生する場合は送りを下げてください。 ●工具の突出しはできるだけ短くしてご使用ください。 ●ぶつけるなど、本体に強い衝撃を与えた後は使用しないでください。 ●工具は切削時高温になります。使用直後に直接手で触れると火傷の危険があります。 ●切りくずの飛散や誤った使用による工具の破損に対して、機械のカバーや安全メガネなどの保護具をご使用ください。




© Copyright 2026