
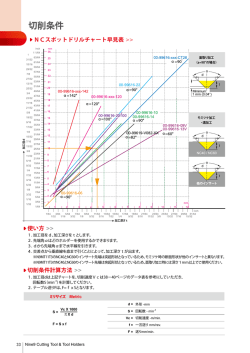
推奨切削条件の突き出し長さ別補正率(側面切削)
推奨切削条件の突き出し長さ別補正率(側面切削) 次ページより始まる推奨切削条件に突き出し長さ別補正率をかけてご使用ください。 長刃タイプ、 オフセットタイプは各推奨条件に記載していますのでそちらを参照ください。 炭素鋼、合金鋼、軟鋼、銅・銅合金 プリハードン鋼、炭素鋼、合金鋼、合金工具鋼 オーステナイト系ステンレス鋼、 フェライト系・マルテンサイト系ステンレス鋼、チタン合金 S45C、SCM440、SS400、S10C等 NAK、PX5、SNCM439、SKD、SKT等 SUS304、SUS316、SUS304LN、SUS316LN、 SUS410、SUS430、SUS431、SUS420J2、Ti-6Al-4V等 被削材 L/D 2 3 vc n fz ae vc n fz ae vc n fz ae (m/min) (min-1) (mm/tooth) (mm) (m/min) (min-1) (mm/tooth) (mm) (m/min) (min-1) (mm/tooth) (mm) 100% 100% 100% 100% 100% 100% 100% 100% 100% 100% 100% 100% 100% 100% 100% 100% 100% 100% 100% 100% 100% 100% 100% 100% 4 80% 80% 90% 70% 80% 80% 90% 70% 80% 80% 90% 70% 5 60% 60% 80% 40% 60% 60% 80% 40% 60% 60% 80% 40% 6 50% 50% 70% 30% 50% 50% 70% 30% 50% 50% 70% 30% 7 40% 40% 70% 20% 40% 40% 70% 20% 30% 30% 60% 20% 8 9 40% 30% 40% 30% 60% 60% 10% 10% 40% 30% 40% 30% 60% 60% 10% 10% 30% 20% 30% 20% 50% 50% 10% 10% 析出硬化系ステンレス鋼、コバルトクロム合金 超耐熱合金 SUS630、SUS631等 Inconel718等 被削材 L/D 2 3 4 5 6 7 8 9 vc n fz ae vc n fz ae (m/min) (min-1) (mm/tooth) (mm) (m/min) (min-1) (mm/tooth) (mm) 100% 100% 80% 60% 50% 30% 30% 20% 100% 100% 80% 60% 50% 30% 30% 20% 100% 100% 90% 80% 70% 60% 50% 50% 100% 100% 70% 40% 30% 20% 10% 10% 100% 100% 80% 60% 50% 30% 30% 20% 100% 100% 80% 60% 50% 30% 30% 20% 100% 100% 90% 80% 70% 60% 50% 50% 100% 100% 70% 40% 30% 20% 10% 10% L/D= vc = n = fz = ae = 突出し長さL÷外径D1 切削速度 主軸回転速度 1刃当たりの送り量 径方向切込み(切削幅) 推奨切削条件 y 側面切削 y 溝切削 アルミニウム合金 アルミニウム合金 被削材 被削材 A6061、A7075等 D1 vc n A6061、A7075等 fz vf 0.117 0.118 5600 4600 (mm) (m/min) (min-1) 10 12 500 500 16000 13000 16 500 10000 0.153 4600 20 25 500 500 8000 6000 0.175 0.211 4200 3800 (mm/tooth) (mm/min) ap ae D1 vc n fz vf ap (mm) (mm) (mm) (m/min) (min-1) (mm/tooth) (mm/min) (mm) 8 9.6 3 3.6 10 12 500 500 16000 13000 0.068 0.072 3300 2800 5 6 12.8 4.8 16 500 10000 0.093 2800 8 16 20 6 7.5 20 25 500 500 8000 6000 0.108 0.127 2600 2300 10 12.5 ae 切込み量 基準 切込み量 基準 ap ap y 縦送り切削 アルミニウム合金 被削材 A6061、A7075等 D1 vc n (mm) (m/min) (min-1) 10 12 16 20 25 300 300 300 300 300 9600 8000 6000 4800 3800 切込み量 基準 f vf 0.1 0.1 0.1 0.1 0.1 960 800 600 480 380 (mm/rev.) (mm/min) ap ap2 (mm) (mm) 5 6 8 10 12.5 2.5 2.5 2.5 2.5 2.5 ap 1)水溶性切削剤のご使用を推奨します。 2)機械や加工物の剛性がない場合、びびりが発生することがあります。その際は、上表の回転速度と送り速度を同じ割合で下げるか、もしくは切込 み量を小さくしてください。 D1 = vc = n = f = fz = vf = ap = ap2 = ae = 外径 切削速度 主軸回転速度 1回転当たりの送り量 1刃当たりの送り量 1分間当たりのテーブル送り速度 軸方向切込み(切込み深さ/穴深さ) ステップ量 径方向切込み(切削幅) オフセットタイプ 推奨切削条件 y 側面切削 アルミニウム合金 被削材 A6061、A7075等 L/D ≦3 5 7 D1 vc n fz vf 13300 11400 8800 7200 5700 0.117 0.118 0.153 0.175 0.211 300 300 8000 6800 18 300 22 28 300 300 12 14 18 22 28 200 200 200 200 200 (mm) (m/min) (min-1) 12 14 18 22 28 500 500 500 500 500 12 14 (mm/tooth) (mm/min) ap ae (mm) (mm) 4670 4040 4040 3780 3610 9.6 11.2 14.4 17.6 22.4 2.4 2.8 3.6 4.4 5.6 0.09 0.09 2160 1840 9.6 11.2 1.0 1.1 5300 0.12 1910 14.4 1.4 4300 3400 0.14 0.17 1810 1730 17.6 22.4 1.8 2.2 5300 4500 3500 2900 2300 0.08 0.08 0.11 0.12 0.15 1270 1080 1160 1040 1040 9.6 11.2 14.4 17.6 22.4 0.5 0.6 0.7 0.9 1.1 ae 切込み量基準 ap 1)水溶性切削剤のご使用を推奨します。 2)機械や加工物の剛性がない場合、びびりが発生することがあります。その際は、上表の回転速度と送り速度を同じ割合で下げるか、もしくは切込 み量を小さくしてください。 L/D= D1 = vc = n = fz = vf = ap = ae = 突出し長さL÷外径D1 外径 切削速度 主軸回転速度 1刃当たりの送り量 1分間当たりのテーブル送り速度 軸方向切込み(切込み深さ) 径方向切込み(切削幅)

© Copyright 2026