
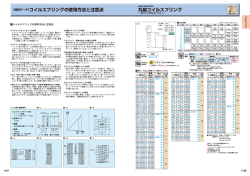
MCナイロン®と鋼材を独自の高周波融着法で接合させた複合素材です
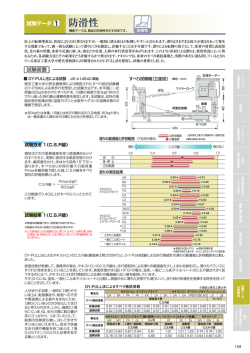
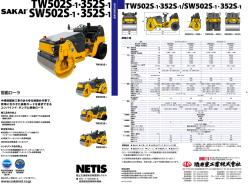
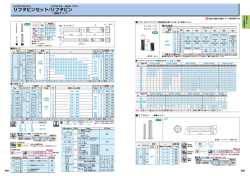
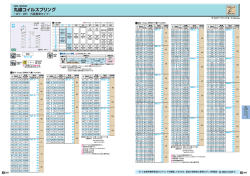
MCナイロン®芯金融着丸棒 MCナイロン®と鋼材を独自の高周波融着法で接合させた複合素材です。 したがって、●内側はキー溝、ベアリングセット等に鋼材の特長が生かせ、 ●外側はギヤ、ローラー等にMCナイロン®の自己潤滑性および耐摩耗性が生かせます。 特長 種類 1. MCナイロンと金属の強さを兼備 2. 用途に応じて芯金の選択が可能 3. 特注サイズでの対応が可能 MCナイロン® 芯金材質 材質 MC9-FCロッド 用途例 MC9-SCロッド MC901 車輪・ローラー・ギヤ MC9-SUSロッド 芯金の特性 FC250 加工性に優れている S25C 粘り強さに優れている SUS303 耐蝕性に優れている 融着径と強度の関係 融着品の融着強度(接着強度)は融着面積によって変わります。 融着径とラジアル強度(トルク)の関係を左下図に、融着径とスラスト 強度の関係を右下図に示します。 融着径とラジアル強度の関係 融着径とスラスト強度の関係 (kgf・m /融着幅 (kgf・m 1cm) /融着幅 1cm) 1000 700 500 400 300 700 500 400 300 70 50 40 30 20 0 2 200 100 70 50 40 30 20 0 3 4 5 72 103 4 20 5 730 4050 10 20 30 4050 融着径(cm)融着径(cm) 7000 7000 5000 4000 5000 4000 3000 2000 スラスト強度 100 (kgf /融着幅 (kgf 1cm) /融着幅 1cm) スラスト強度 200 ラジアル強度 ラジアル強度 1000 3000 2000 1000 1000 0 0 ~ ~ 2 3 4 52 7 3 10 4 5 7 20 1030 40 50 20 融着径(cm)融着径(cm) 30 40 50 注意 ・工具材は「超硬」を使用して下さい。 ・切削油を十分に用いて、加工部位を冷却して下さい。 ・ドリルによる穴加工は、穴ぐりバイトを挿入するのに必要最少径のものを使用し、以降の穴径拡大は穴ぐりバイトを使用して下さい。 ・MC9-SUSロッドの切削時は極力発熱をきたさないよう条件を低くし、特にドリル加工の際には切削速度を5m/min.以下で行って下さい。 ・ドリルによる穴加工の際には、ドリルの出し入れを繰り返し、くずの排出をこまめに行って下さい。 ・芯金から排出される熱せられたくずが、MCナイロン®に接触しないように配慮して下さい。特にMCナイロン®部が仕上げされた状態の場合は 要注意です。




© Copyright 2026