
歯科治療具を想定したW-Ni合金めっきによるマイクロチューブ
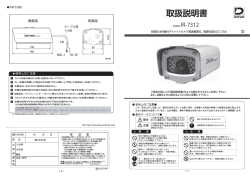
歯科治療具を想定した W-Ni合金めっきによるマイクロチューブの作製 端 科 学 載 技 ・加 術 推 工 進 等 機 は 構 ⑨ライフサイエンス マイクロ生体適合材料加工研究グループ ○土田昇平(学部生)、石谷朋輝(学部生)、中尾健(院生)、高橋智一(システム理工学部 機械工学科 助教) 鈴木昌人(准教授)、青柳誠司(教授)、金谷昌幸(金谷デンタルクリニック) 研究概要・成果 概 要 歯科治療で現在使用されているリーマー・ファイルという歯の象牙質を削る器具の可視化したツールを開発するため研究 を行う.可視化したツールでは象牙質を削る刃はめっき法を用いて作製する予定である.そこで,材質として必要な硬さを 持つW-Niめっきの電流値の最適化を行い,めっき表面をきれいにするために研究を行った.結果電流値とめっき被膜の成 長との関係を求め,W-Niめっきによるチューブの作製に成功した. 治療器具の作製方法 研究背景 ① 歯科治療において治療部の視認が困難な場合がある ② プラスチックの型 ③ ⑤ ⑥ 銅線を挿入 ビーカー 拡大 めっき液 代表例である根管治療の改善を目指す 螺旋刃の型 ④ めっきを実施 銅線をエッチング 型をエッチング W-Niチューブの作製 参照 電極 陽極 陰極 めっき 液 大 学 先 使用量 13.2 g 硫酸ニッケル(Ⅱ)六水和物 5.3 g クエン酸三アンモニウム 14.6 g 超純水 180 ml めっき実験条件 ヒーター 複 めっき成長速度 [m/h] 電源 Pt 3.5 試料(陰極) 30 m 銅線 3.0 ヒーター温度 95~105 ℃ 2.5 浴温度 55 ℃ 2.0 撹拌子回転速度 50 rpm 1.5 電流密度 690 mA/dm2 1.0 450 500 550 600 650 700 。 す 800 電流密度 800 mA/dm2 電流密度 800 mA/dm2 10 µm 電流密度 580 mA/dm2 10 µm 電流密度 480 mA/dm2 10 µm 電流密度 740 mA/dm2 10 µm 10 µm 10 µm 10 µm 電流密度 480 mA/dm2 10 µm 結論 ・可視化リーマー・ファイルを提案した ・W-Ni合金めっきによるチューブの作製に成功した ・電流密度とめっき膜の成長速度の関係を求めた じ ま 750 電流密度 640 mA/dm2 電流密度 [mA/dm2] 10 µm 断 電流制御 試料(陽極) 電流密度 800 mA/dm2 無 ※ 試薬名 タングステン(Ⅳ)酸ナトリウム二水和物 スターラー 写 ・転 西 関 めっき液組成 陰極 陽極 禁 応用分野、実用化可能分野 医療・歯科治療分野,特に医療器具の微細化および高機能化 問合せ先: 関西大学 システム理工学部 青柳誠司 E-mail:[email protected] 関人ORDIST 先 端 科 学 技 術 推 進 機 構 社会連携部 産学官連携センター、知財センター
© Copyright 2026