
【事例】ダイカスト金型内の溶湯挙動の可視化
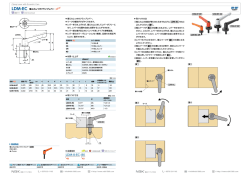
特集 ダイカストにおける「可視化」最新技術 事例 2 ダイカスト金型内の 溶湯挙動の可視化 ㈱豊田中央研究所 岩 田 靖* ダイカストは極めて生産性の高い鋳造プロセスで、 の高速で高温の溶湯を金型内に充填し、10∼80 MPa 国内では年間約 100 万 t の生産を行っている。しか の高圧下で急速凝固させるプロセスであり、これら条 し、ダイカストは金型内に高速・高圧で溶湯を射出す 件下での溶湯挙動の測定技術の確立が、欠陥発生原因 るプロセスのゆえ、溶湯の充填・凝固に起因する問題 を明らかにするうえで重要となる。 が多数顕在しており、現在においても鋳造欠陥対策に これまでに、ダイカスト時の溶湯充填・凝固・溶湯 圧力伝達状態について、その場情報を知るための可視 多大な努力が払われている。 ダイカストの欠陥は、ガス巣、ひけなどの内部欠陥 化・計測技術の開発を行ってきた1)∼3)。本稿では、溶 や湯じわ、湯境など表面欠陥、および介在物などの巻 湯挙動の可視化・計測技術によって明らかにしたダイ 込みがある。いずれの欠陥も機械的特性の低下を招く カスト時の溶湯挙動と品質との関係について、ガス巣 が、発生頻度が高く、その特性に大きな影響を与える の挙動を中心に紹介する。 ものの一つに、溶湯充填時に生じる金型内空気の巻込 金型内溶湯挙動計測・可視化技術 み、および離型剤、潤滑剤などに起因するガス巣が考 えられる。これらのガス巣の発生挙動は、ダイカスト 1.溶湯流れ計測技術 鋳造過程における溶湯充填、凝固、溶湯圧力伝達に大 ダイカストの溶湯充填状態を実鋳造サイクルの中で きく左右される。一方、ダイカストは 10∼100 m/s 連続測定するための湯流れセンサの構造と金型への設 置方法を図 ( 1 a) に示す2)。センサは外径 4 mm の先 *Yasushi Iwata:材料・プロセス 1 部 軽金属材料・プロセス 研究室 主任研究員 〒480−1192 愛知県長久手市横道 41−1 TEL(0561)71−7405 金型 鉄保護管 キ ャ 導線 ビ テ ィ 端部を金型キャビティ面に一致させて、キャビティ面 全体に配置する。溶湯充填状態図は設置した各センサ への溶湯到達時間をもとに時間分布図として作成する。 金型 CA熱電対 キ ャ ビ テ ィ 計測 止めねじ アルミナ保護管 (a)湯流れセンサ ひずみ計 計測 止めねじ 熱電対受 (b)高速応答型熱電対 図 1 各センサの構造と設置方法 028 キ ャ ビ テ ィ 金型 止めねじ ダイアフラム (c)溶湯圧力センサ

© Copyright 2026