
銅・アルミ合金用 3刃 ショート形 CA-ETS 銅・アルミ合金用 3刃 コーナR
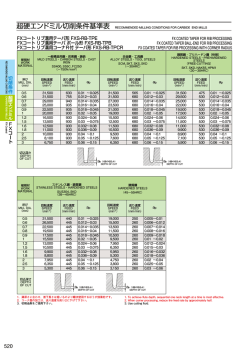
超硬エンドミル切削条件基準表 RECOMMENDED MILLING CONDITIONS FOR CARBIDE END MILLS 銅・アルミ合金用 3刃 ショート形 CA-ETS 銅・アルミ合金用 3刃 コーナR ショート形 CA-CR-ETS 側面切削 アルミニウム合金展伸材 ALUMINUM ALLOY EXPANDING MATERIAL A7075 アルミニウム合金鋳物 ALUMINUM ALLOY CASTING <Si13% 銅合金 COPPER ALLOYS C1100 送り速度 FEED (mm/min) 回転速度 SPEED (min-1) 送り速度 FEED (mm/min) 回転速度 SPEED (min-1) 送り速度 FEED (mm/min) 3 4 5 6 8 10 12 16 20 21,000 15,500 12,500 10,500 7,950 6,350 5,300 3,950 3,150 950 1,100 1,100 1,200 1,300 1,500 1,550 1,550 1,550 21,000 15,500 12,500 10,500 7,950 6,350 5,300 3,950 3,150 950 1,100 1,100 1,200 1,300 1,500 1,550 1,550 1,550 7,950 5,950 4,750 3,950 2,950 2,350 1,950 1,450 1,150 320 350 380 400 450 480 510 510 510 ap 1.5D ap ae 0.1D ae 1.機械、ホルダは剛性のある精度の高いものをご使用下さい。 2.水溶性切削油剤をご使用下さい。 3.切込深さ、機械剛性等使用状況により、回転速度、送り速度を調整下さい。 銅・アルミ合金用 3刃 ショート形 CA-ETS 銅・アルミ合金用 3刃 コーナR ショート形 CA-CR-ETS 溝切削 被削材 WORK MATERIAL アルミニウム合金展伸材 ALUMINUM ALLOY EXPANDING MATERIAL A7075 1. Use a rigid and precise machine and holder. 2. Use a water soluble cutting fluid. 3. Please adjust the speed and feed when the cutting depth is large or when machines with low rigidity are used. 3 FLUTES SHORT FOR COPPER & ALUMINUM ALLOY 3 FLUTES SHORT WITH CORNER RADIUS FOR COPPER & ALUMINUM ALLOYS SLOTTING アルミニウム合金鋳物 ALUMINUM ALLOY CASTING <Si13% 銅合金 COPPER ALLOYS C1100 呼び MILL DIA. (mm) 回転速度 SPEED (min-1) 送り速度 FEED (mm/min) 回転速度 SPEED (min-1) 送り速度 FEED (mm/min) 回転速度 SPEED (min-1) 3 4 5 6 8 10 12 16 20 21,000 15,500 12,500 10,500 7,950 6,350 5,300 3,950 3,150 670 700 745 820 865 970 1,050 1,050 1,050 21,000 15,500 12,500 10,500 7,950 6,350 5,300 3,950 3,150 670 700 745 820 865 970 1,050 1,050 1,050 7,950 5,950 4,750 3,950 2,950 2,350 1,950 1,450 1,150 切込深さ DEPTH OF CUT For Non-Ferrous Metals 切込深さ DEPTH OF CUT CARBIDE END MILLS 回転速度 SPEED (min-1) 切削条件 超硬エンドミル 非鉄合金用 呼び MILLDIA. (mm) RECOMMENDED MILLING CONDITIONS 被削材 WORK MATERIAL 3 FLUTES SHORT FOR COPPER & ALUMINUM ALLOY 3 FLUTES SHORT WITH CORNER RADIUS FOR COPPER & ALUMINUM ALLOYS SIDE MILLING ap 送り速度 FEED (mm/min) 325 365 385 405 CA-ETS 側面切削 455 475 510 510 500 ap 0.5D 1.機械、ホルダは剛性のある精度の高いものをご使用下さい。 2.水溶性切削油剤をご使用下さい。 3.切込深さ、機械剛性等使用状況により、回転速度、送り速度を調整下さい。 1. Use a rigid and precise machine and holder. 2. Use a water soluble cutting fluid. 3. Please adjust the speed and feed when the cutting depth is large or when machines with low rigidity are used. 533
© Copyright 2026