
CBN小径2刃ブルノーズ形 CBN-SXR ap ae ap ae CBN小径2刃ロング
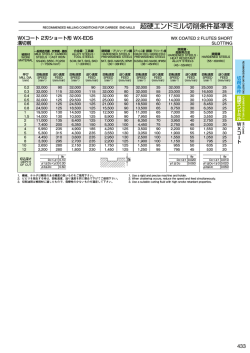
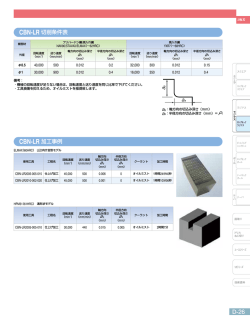
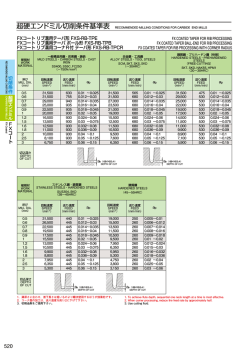
超硬エンドミル切削条件基準表 RECOMMENDED MILLING CONDITIONS FOR CARBIDE END MILLS CBN小径2刃ブルノーズ形 CBN-SXR 呼び MILL DIA. (mm) CARBIDE END MILLS CBN 切削条件 超硬エンドミル CBN RECOMMENDED MILLING CONDITIONS 0.5 1 1.5 2 3 基準切込深さ STANDARD DEPTH OF CUT ap 0.02 0.02 0.03 0.04 0.05 ae 0.2 0.2 0.4 0.4 0.6 CBN SMALL DIAMETER 2 FLUTES SUPER BULL NOSE TYPE 調質鋼・プリハードン鋼 HARDENED STEELS・PREHARDEND STEELS (〜 50HRC) ap=100% ae=100% 回転速度 -1 SPEED(min ) 50,000 50,000 38,500 29,000 19,000 送り速度 FEED(mm/min) 1,000 1,500 1,550 1,200 770 1.機械、ホルダは剛性のある精度の高いものをご使用下さい。 2.エアブローまたはMQL(オイルミスト)でご使用下さい。 3.機械の回転速度が上がらない場合は、できるだけ最高回転速度で使用し、送り速度を調整して下さい。 4.コーナ部等負荷が大きい加工には、回転速度、送り速度ともに下げて使用下さい。 5.エンドミル取付け時の刃先の振れは、10μm 未満に抑えて下さい。 CBN小径2刃ロングネックブルノーズ形 CBN-LN-SXR 呼び MILL DIA. (mm) 0.5 1 1.5 2 3 基準切込深さ STANDARD DEPTH OF CUT ap 0.02 0.02 0.03 0.03 0.05 ae 0.1 0.1 0.2 0.2 0.3 50,000 48,000 32,000 24,000 16,000 送り速度 FEED(mm/min) 1,000 1,450 1,300 1,000 640 被削材 WORK MATERIAL ap=100% ae=100% 送り速度 FEED(mm/min) 600 900 930 720 460 1.機械、ホルダは剛性のある精度の高いものをご使用下さい。 2.エアブローまたはMQL(オイルミスト)でご使用下さい。 3.機械の回転速度が上がらない場合は、できるだけ最高回転速度で使用し、送り速度を調整して下さい。 4.コーナ部等負荷が大きい加工には、回転速度、送り速度ともに下げて使用下さい。 5.エンドミル取付け時の刃先の振れは、10μm 未満に抑えて下さい。 484 ap=80% ae=80% 回転速度 -1 SPEED(min ) 調質鋼 HARDENED STEELS (60 〜 68HRC) ap=50% ae=50% 回転速度 -1 SPEED(min ) 38,000 38,500 25,500 19,000 12,500 送り速度 FEED(mm/min) 780 1,150 1,000 700 500 CBN SMALL DIAMETER 2 FLUTES LONG NECK SUPER BULL NOSE TYPE HARDENED STEELS・PREHARDEND STEELS (〜 50HRC) 30,000 30,000 23,000 17,500 11,500 HARDENED STEELS (50 〜 60HRC) 1. Use a rigid and precise machine and holder. 2. We suggest using air blow or MQL(mist). 3. When using low speed machines, use the maximum speed and adjust the feed rate. 4. During heavy load operations such as corner processing, reduce the speed and feed. 5. The run out of the end mill should be within 10μm after chucking. 調質鋼・プリハードン鋼 回転速度 -1 SPEED(min ) 被削材 WORK MATERIAL 調質鋼 調質鋼 HARDENED STEELS (50 〜 60HRC) ap=60% ae=60% 回転速度 -1 SPEED(min ) 30,000 30,000 19,000 14,500 9,600 送り速度 FEED(mm/min) 600 870 780 600 380 調質鋼 HARDENED STEELS (60 〜 68HRC) ap=40% ae=40% 回転速度 -1 SPEED(min ) 23,000 23,000 15,500 11,500 7,600 送り速度 FEED(mm/min) 470 690 600 420 300 1. Use a rigid and precise machine and holder. 2. We suggest using air blow or MQL(mist). 3. When using low speed machines, use the maximum speed and adjust the feed rate. 4. During heavy load operations such as corner processing, reduce the speed and feed. 5. The run out of the end mill should be within 10μm after chucking.
© Copyright 2026