
CBN-LR 加工事例 CBN
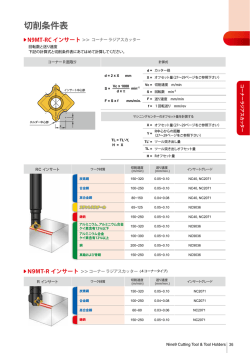
2枚刃 CBN-LR 切削条件表 プリハードン鋼/焼入れ鋼 NAK80/STAVAX/ELMAX(~62HRC) 被削材 焼入れ鋼 YXR7(~68HRC) 軸方向の切込み深さ 半径方向の切込み深さ (mm) (mm) ae 回転速度 (min-1) 送り速度 (mm/min) 500 0.012 0.2 32,000 900 0.012 0.4 16,000 外径 回転速度 (min-1) 送り速度 (mm/min) φ0.5 40,000 φ1 30,000 ap 軸方向の切込み深さ 半径方向の切込み深さ (mm) (mm) 300 0.012 0.15 350 0.012 0.4 ap ae 備考: ・機械の回転速度が足りない場合は、回転速度と送り速度を同じ比率で下げてください。 ・工具損傷を抑えるため、オイルミストを推奨致します。 ap:軸方向の切込み深さ(mm) ae:半径方向の切込み深さ(mm)= P f CBN-LR 加工事例 ELMAX(60HRC) LED向け金型モデル 使用工具 工程名 CBN-LR2005-005-015 仕上げ加工 CBN-LR2010-002-020 仕上げ加工 回転速度 (min-1) 送り速度 (mm/min) 45,000 500 45,000 500 回転速度 (min-1) 送り速度 (mm/min) 30,000 440 軸方向 切込み深さ 半径方向 切込み深さ ae クーラント 加工時間 (mm) (mm) 0.006 0 オイルミスト 1時間24分40秒 0.001 0 オイルミスト 1時間10分56秒 軸方向 切込み深さ 半径方向 切込み深さ ae クーラント 加工時間 (mm) (mm) 0.015 0.005 オイルミスト 2時間7分 ap HPM31(61HRC) 溝形状モデル 使用工具 工程名 CBN-LR2005-005-010 仕上げ加工 ap D-26

© Copyright 2026