
FSWの接合条件に、ツールの回転速度に上限があるのはなぜでしょうか?
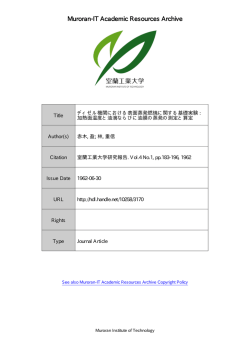
き 主 玄圃 施工法委員会 / 1 6 1 Q・ 2 0]FSW (摩擦撹枠溶接)の接合条件に, -TS4mm厚材の場合を示します.ツール回転数 一一一J が或る範囲を超えると,摩擦熱や塑性流動による ツールの回転速度に上限があるのはな ぜでしょうか? 入熱過多となり,ショルダ部で抑えきれなかった 捜拝金属が充填されないままパリとして排出され ~・20 1 FSWにおけるツールの回転速度の適 一一一ノ 正化は,良好な接合部を形成するため た結果,空洞を生じた接合部となります.回転数 増加による Pの増加に伴い,逆に Fを高めれば に欠かせない接合施工条件の一つで,その回転速 よい,との考え方もできますが,母材に過剰な荷 度には上限があるといわれています.その理由と 重が加わることで接合部が凹みなどの変形を受け しては,装置・ハード面での制約と限界,接合機 ることから,必要以上に Fを高めることもでき 構に起因する現象が挙げられます. ません. 装置によって回転数限界があること,回転数を その Fが一定下の条件で,ツール回転数と接 過剰に上げ過ぎるとツールが破損するなどの制約 i g .3 3 lに示 合部の到達温度との関係をたとえば F はありますが, FSWは通常数百∼ 2000rpm程度 しますが,母材やツールなどの条件によっては, で十分施工できることから,ここでは接合機構面 ツール回転数(工具回転数)が上昇しても接合部 からの理由について述べます. F i g .1は FSWの 原 理 を 示 し た モ デ ル 1)です の到達温度の上昇が飽和してしまいます.これ は,付加された加圧力に対応する上限値以上の回 が,ツールの回転による摩擦熱で母材の変形抵抗 が低下し,さらにその回転作用で塑性流動現象が 生じる結果,撹枠によって接合がなされると言わ Ct y p e: Unders t i r r i n g伺 v i t y れています.この過程において接合が成り立つた めには,ショルダ部の下向きの作用力( F)がプ I ロープ内部の圧力( P)よりも大きいことが条件 となりますが,高速でツールが回転するにつれて で : 二 磯 子 Dtype:Ov , 町 s t i r 司ng岨 v i t y 摩擦熱や塑性流動現象が大きくなると, P>Fと なり,その結果,内部の揖拝金属が外部に押し出 されて健全な接合にならなくなります. F i g .2 2 lは,接合可能範囲の一例として A6N01 。 500 IOOO Jini ng speed( mm /m i n ) 回転J l ! l f i ! 勲 争 塑性流劃+ 際伴 ・; 混 合+ F i g .1 FSW接合機構モデル I 量合 1 500 F i g .2 6 0 0 0 系アルミ合金(4mm')の接合条件範 囲 軽金属溶接 V o l .4 7( 2 0 0 9 )No.1 550 ︵ HV︶ 3U仏国刃包G言 30d 議 450 剣 京 滋 ~ 凶 × × × × × 。。 × f j × × 1 0 0 2 0 0 3 側 350 0 1000 3000 2000 工具回転数 (rpm) F i g .3 回転数が接合到達温度に及ほ.す影響 4( 陥 到鴻 W e l d i n gs p e e d 何 回 国n) ︵ヨロ g 6m m ')の最適接合条件範囲 F i g .5 A6061( (0 欠陥無し,企微小欠陥,×接合不良) 1 0 丘凶心的﹄心詰﹄↑ ω ︶℃ まT こ , F i g .4に A11005l, F i g .5に A6061 T6 6 m m厚材6)の最適接合条件範囲の例を示す.ツ 8 6 4 ールなどの条件や母材によっても最適接合条件範 囲は異なりますが,いずれの場合にもツール回転 2 速度に上限があります. 0 5 0 0 1000 1 5 0 0 2000 2 5 0 0 R o t a t i o nspeed(rpm) F i g .4 A1100の接合条件範囲 転数設定を行うと,回転速度に対し塑性流動が追 従できなくなりツールと母材聞にてすべりが発生 していると考えられます.その結果,ツールの回 転力が母材に伝達されず,ツール移動後に撹持金 属が充填される前にパリとして外部に排出され空 洞を生じると考えられています4 . 〕 o l .4 7( 2 0 0 9 )N o .1 軽金属溶接 V 参 考 文 献 1 ) 岡村ら:溶接技術 2 0 0 3 年 5月号 p .6 0∼69 2) 青 田 ら : 溶 接 学 会 全 国 大 会 講 演 概 要 第 7 0集 ( 2 0 0 2 ,4 ) .3 1 9 3 ) 田中ら:軽金属学会第1 0 5回大会講演概要(2 0 0 3 ) . 5 5 . 4 ) 長野ら:軽金属学会第1 1 2回大会講演概要(2 0 0 7 ) ' 6 8 . 5) 篠 田 ら : 溶 接 学 会 全 国 大 会 講 演 概 要 第 60集 ( 1 9 9 7 ,4 ) ,4 0 4 . 6 ) 西川ら:軽金属学会第 1 0 1回大会講演概要(2 0 0 1 ) . 5
![デジタル回転計AT-6[ 非接触式 ]](http://s1.jadocz.com/store/data/000536733_1-18e26e8fb3f11cde122e368d632e4981-250x500.png)
© Copyright 2026