
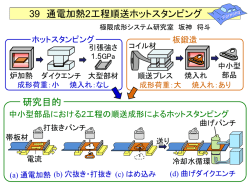
テーラードブランクの逐次鍛造における表面平滑化;pdf
テーラードブランクの逐次鍛造における 表面平滑化 極限成形システム研究室 村田 義光 現状の差厚テーラードブランク製造方法 溶接 圧延 板厚の種類:増 作業工程:増 特殊な設備が必要 コスト:高 逐次鍛造 プレス機 弾性変形 傾斜 ブランク (板厚一定) 差厚テーラードブランク 搬送装置 研究目的 傾斜抑制金型の製作 工具形状の最適化 圧縮部に凹凸 圧縮部の表面平滑化 テーラードブランクの 逐次鍛造における表面平滑化 1. 逐次鍛造における金型傾斜の抑制 2. 傾斜抑制金型における差厚テーラード ブランクの逐次鍛造結果 3. 有限要素シミュレーションによる工具形 状の最適化 プレス機の弾性変形による金型傾斜 (a)傾斜抑制無し プレス機に直接上型を取付 (b)傾斜抑制有り プレス機の弾性変形による金型傾斜 (a)傾斜抑制無し (b)傾斜抑制有り プレス機の弾性変形による金型傾斜 (a)傾斜抑制無し (b)傾斜抑制有り プレス機の弾性変形による金型傾斜 弾性変形 傾斜 (a)傾斜抑制無し (b)傾斜抑制有り プレス機の弾性変形により金型傾斜 圧縮部に凹凸 曲面圧板による金型傾斜抑制 曲面圧板 (a)傾斜抑制無し (b)傾斜抑制有り プレス機と上型の間に曲面厚板を取付 金型をプレス機から独立 曲面圧板による金型傾斜抑制 (a)傾斜抑制無し (b)傾斜抑制有り 曲面圧板による金型傾斜抑制 (a)傾斜抑制無し (b)傾斜抑制有り 曲面圧板による金型傾斜抑制 弾性変形 傾斜抑制 (a)傾斜抑制無し (b)傾斜抑制有り 金型の傾斜:抑制 圧縮部の凹凸:小 逐次鍛造動画 テーラードブランクの 逐次鍛造における表面平滑化 1. 逐次鍛造における金型傾斜の抑制 2. 傾斜抑制金型における差厚テーラード ブランクの逐次鍛造結果 3. 有限要素シミュレーションによる工具形 状の最適化 逐次鍛造されたテーラードブランク (s=2.7mm , f=5mm) 非圧縮部 高さ /mm 2 1.5 素板 1 0.5 圧縮部 0 非圧縮部 50 100 150 長手方向 /mm (a)外観 (c)板厚分布 (b)断面 200 傾斜抑制有り無しにおける 上型の傾斜角度および板厚と荷重の関係 0.15 1.5 0.1 傾斜抑制有り 1 板厚 傾斜角度 0.05 0.5 0 800 850 900 950 荷重 /kN 1000 0 1050 B A (a)傾斜抑制無し 板厚 /mm 傾斜角度 /° 傾斜抑制無し (b)傾斜抑制有り 逐次鍛造されたテーラードブランクの 圧縮部表面形状 0.04 傾斜抑制無し 傾斜抑制有り 高さ /mm 0.02 0 -0.02 1回の圧縮範囲 -0.04 0 5 10 長手方向 /mm 15 逐次鍛造されたテーラードブランクの 圧縮部表面 (a) 傾斜抑制無し (b)傾斜抑制有り テーラードブランクの 逐次鍛造における表面平滑化 1. 逐次鍛造における金型傾斜の抑制 2. 傾斜抑制金型における差厚テーラード ブランクの逐次鍛造結果 3. 有限要素シミュレーションによる工具形 状の最適化 有限要素シミュレーションによる 工具形状の最適化 シミュレーション条件 解析ソフトウェア Abaqus 解析条件 平面ひずみ 摩擦係数 0.5 工具 剛体 素材 弾塑性体 ヤング率200GPa , ポアソン比0.3 シミュレーション工程 パンチ ブランク ダイス シミュレーション工程 圧縮 シミュレーション工程 パンチ上昇 シミュレーション工程 ブランク搬送 シミュレーション工程 パンチ下降 シミュレーション工程 圧縮 有限要素シミュレーションによる 工具形状の最適化 11 a 6 パンチ 10.5 4 ダイス 10 2 0 9.5 2 4 6 肩半径r /mm 8 9 10 荷重 /kN a /μm 8 まとめ 1. 傾斜抑制金型を用いることで上型の傾斜を抑 制でき,圧縮部表面の凹凸が平滑化された. 2. 有限要素シミュレーションにおいて,工具肩部 の半径を大きくすることで圧縮部に生じる空隙 を小さくできた.
© Copyright 2026