
金型製作・構造
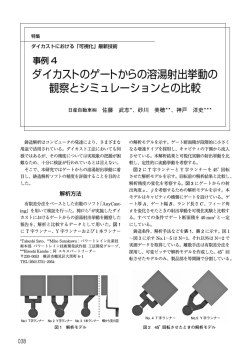
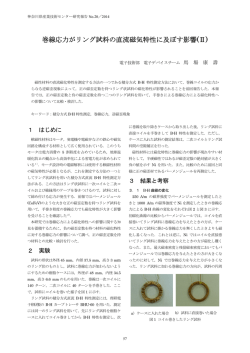
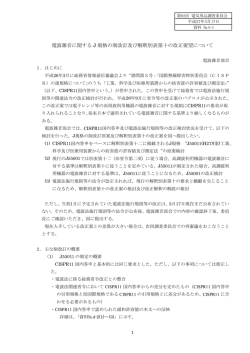
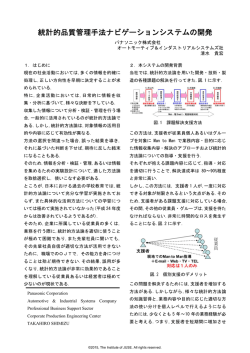
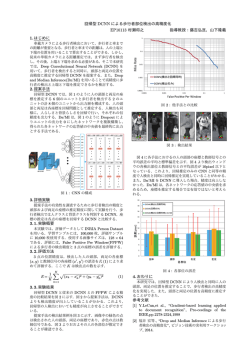
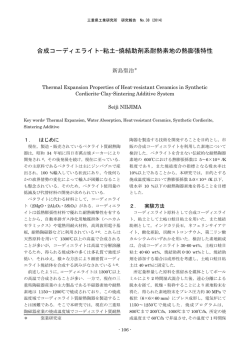
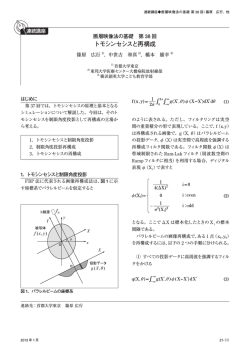
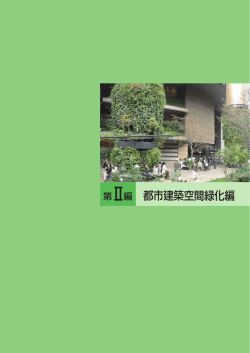
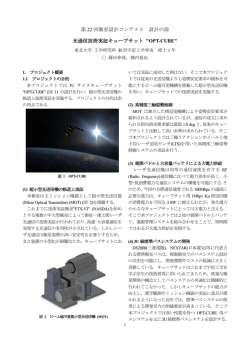
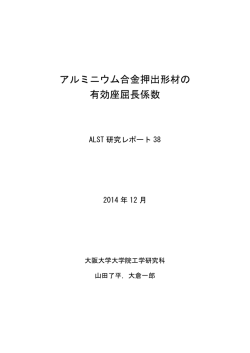
▼ 金型製作・構造 B−8 通気構造を有する金属光造形金型による生産エネルギー低減効果 Study on production energy reduction with the use of gas permeable mold produced by laser sintering 田 中 耕 平* ** 〔Kyushu Institute of Technology〕九州工業大学 楢 原 弘 之 *** 是 澤 宏 之 2.実験方法 1.はじめに 金属光造形複合加工法は、金属粉末積層造形と高速 (1) 射出成形機電力測定 切削を融合させた加工法である。造形プロセスは、材 通気性金型は樹脂の流動性向上に効果があるため、 料となる金属粉末を造形ステージ上に供給し、レーザ 射出圧力、樹脂温度にかかわる部分の電力を測定する。 ー光を任意の形状に照射し焼結する。さらに高速切削 よって本実験では射出成形機全体、射出圧力を制御す により寸法精度を向上させる。以上の工程を繰り返す るスクリューモータ、樹脂の温度を制御するヒータの ことで 3 次元形状を製作する(図 1) 。本加工法を用 消費電力をそれぞれ測定する。射出成形機には 3 相 いることで、金型と通気構造を一括しての造形が可能 交流が使用されており、ブロンデルの定理より 2 相 1) 分の電圧と電流の測定で電力の算出が可能である2)。 である 。 通気構造を有する金型は、射出成形時における、金 U 相の電圧、電流をそれぞれ Vu、Iu とし、V 相の電 型内部のガスに起因して発生する成形不良の対策とし 圧、電流をそれぞれ Vv、Iv とすると電力 P は式(1) て有効である。また、通気部から金型内の空気が排出 となる。 されるため、樹脂の流動性が向上し、低圧力で樹脂の P=Vu・Iu+Vv・Iv (1) 射出が可能となる。このことから、通気性金型による 射出成形機の電力測定にはNR−500[㈱キーエンス] 成形サイクルの低エネルギー化が期待されている。本 および高電圧計測ユニットNR−HV04[㈱キーエンス] 研究では、通気性金型による生産エネルギー低減に着 を使用する。図 2 に示すように測定器を配線し、測 目し、通気性金型による射出成形機の消費電力低減の 定値と式 (1) より 3 相交流の電力を算出する。成形に 効果を調査する。 用いる実験用金型の概要を図 3 に示す。樹脂の充填 が困難な薄肉形状の成形を行うことで通気構造の効果 * Kohei Tanaka:大学院 情報工学府情報システム専攻、 Hiroyuki Narahara:同 教授、***Hiroshi Koresawa:同 教授 〒820−8502 福岡県飯塚市川津 680−4 ** を図る。通気部は入れ子となっており、入れ子を造形 し交換することで、通気構造を有した入れ子と有さな い入れ子で実験を行うことが可能である。 材料供給 レーザー焼結 スキージ 造形物 金属粉末 レーザー光 切削 エンドミル工具 ガルバノメーター ミラー (2) 通気構造試験片 本実験では図 4 に示す、格子構造と低密度焼結構 造が組み合わさった通気構造を用いる。格子構造はエ ネルギー密度の高いレーザー光で格子状に焼結した構 造形ステージ 材料タンク 実験用金型 図 1 金属光造形加工プロセス 成形品形状 可動型 固定型 エジェクタピン 外形:70mm 薄肉部 U V モータ 厚み:0.3mm 外径:30mm ゲート ガス 成形品 制御盤 入れ子形状 W 通気構造 通気構造 電流測定(A)電圧測定 (V) PC NR-500 (KEYENCE) 図 2 電力測定器配線 044 図 3 実験用金型の概要

© Copyright 2026